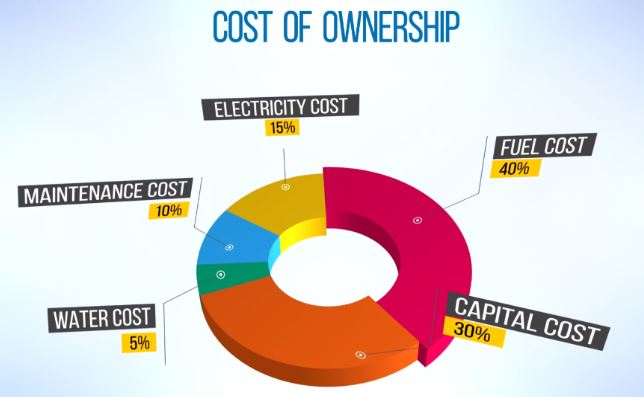
Fuel cost forms the largest proportion of the total cost of ownership for the boiler.
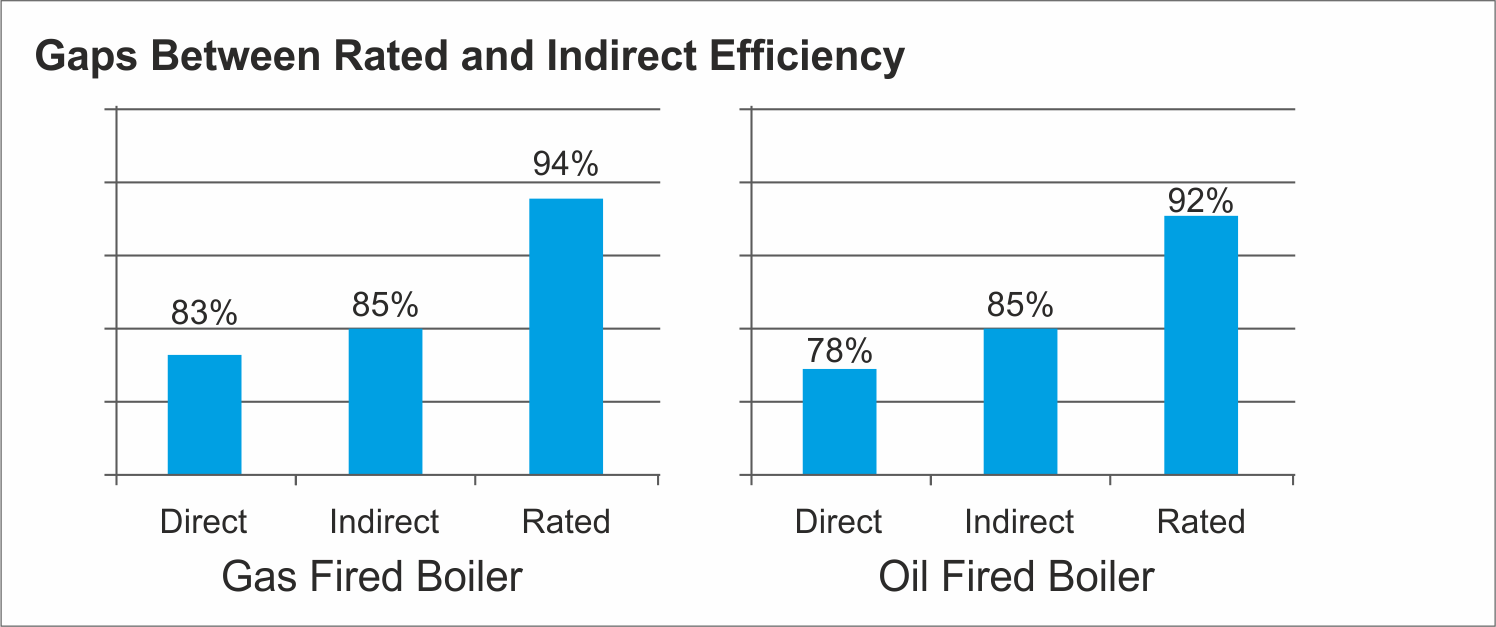
The boiler combustion system, that is the burner, significantly impacts operating efficiency of the boiler. With conventional burners, the gap between rated and operating efficiency is around 10%.
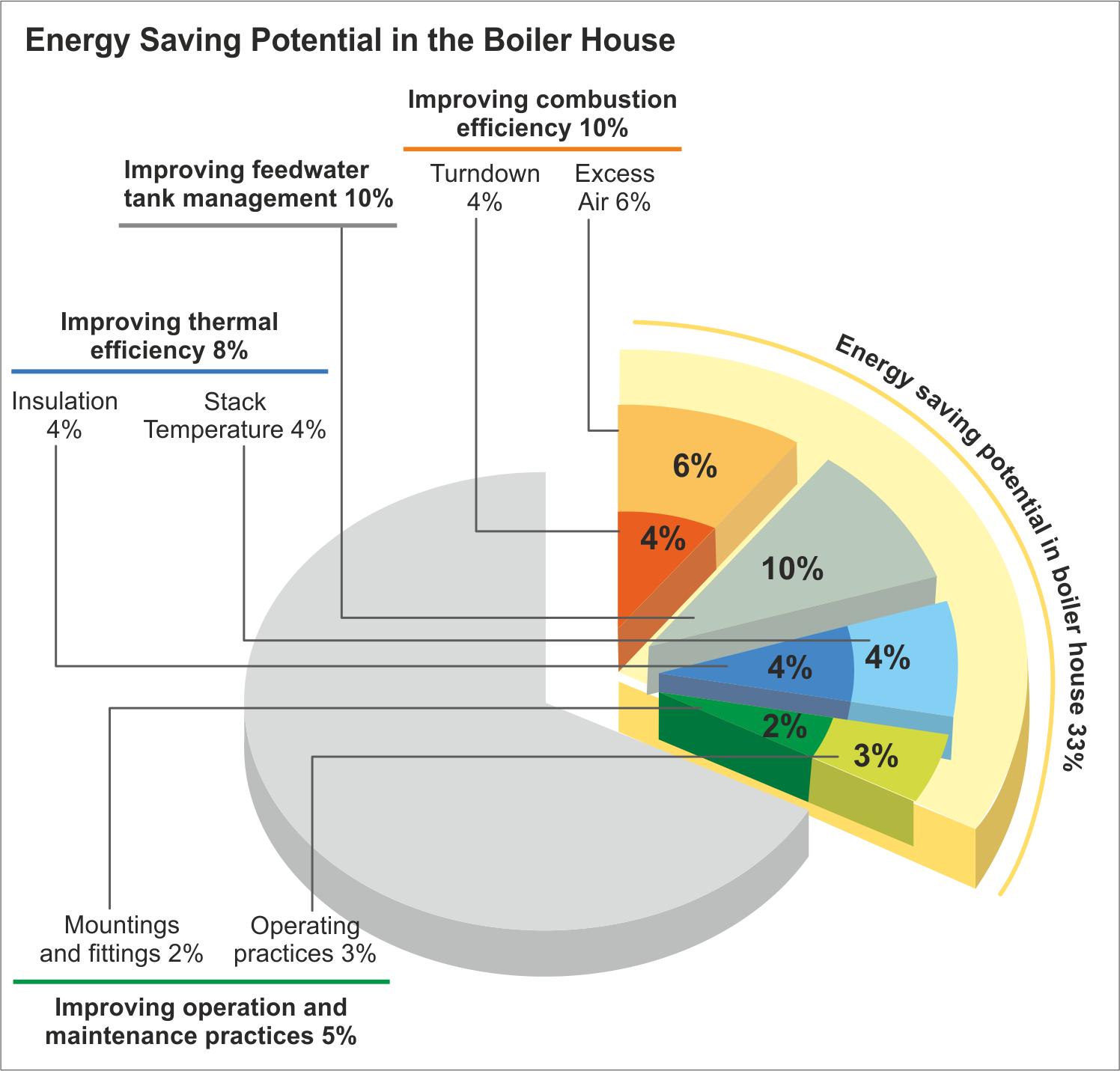
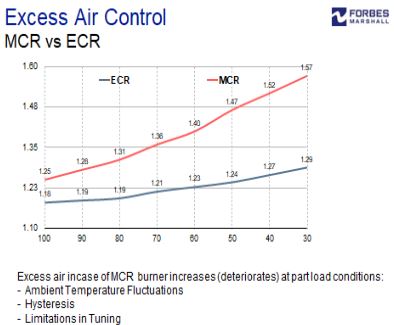
Excess air, turndown and stack temperature are critical parameters that are impacted by the burner.
Electronic compound regulation or ECR burners are the solution for efficient combustion. Efficient combustion play a significant role in improving overall boiler efficiency
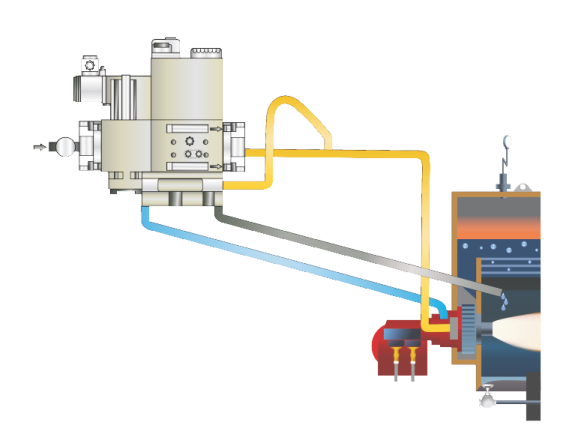
The key components of an ECR burner are
• Hydraulic lance assembly and combustion head
• Oil control system
• Combustion air control system
• Ratiotronics for gas modulation
• Valve proving system for safety
• Intelligent combustion manager
An ECR burner consists of separate servo motors for air and fuel without any mechanical linkages. This eliminates the hysteresis problem associated with conventional ratio-control technology of mechanical compound regulation. A mechanical compound regulation burner, on the other hand, has a single servomotor with mechanical linkages connected to the air damper and backpressure oil regulator with mechanical cams
The Intelligent Combustion Manager, or ICM, of an ECR burner ensures precise control of air and fuel through continuous modulation with respect to steam load.
The ECR burner uses third generation technology of ratiotronics for modulation in case of gas firing.
The supply gas pressure is reduced in two stages. The first stage reduction is achieved from 4 bar(g) to 500 mbar through a high pressure gas regulation system. The ratiotronics has an inbuilt pressure regulation cum modulation mechanism. This system modulates the gas flow based on pneumatic feedback. In ratiotronics, primary modulation is for combustion air through an electronic air damper.
The ratio controller modulates gas flow based on combustion air pressure feedback. Ratiotronics thus provides an integrated density compensation through inbuilt trim to control excess air for high efficiency.
For both oil as well as gas modulation, the ECR burner operates with air rich mixtures. An air rich mixture is achieved by fuel following air for low to high modulation, and air following fuel for high to low modulation. This is an integral safety feature to avoid high carbon monoxide (CO) and backfire.
Electronic compound regulation has multiple advantages over the traditional mechanical compound regulation:
|
Sr.No
|
Electronic Compound Regulation
|
Mechanical Compound Regulation
|
| 1 |
Independent Servo Motors for Oil / Gas and Air – Precise Control
Here the backpressure oil regulator/gas butterfly valve and Air are connected to separate pulse motors individually |
Single Servo Motor – Poor Precision in Control
Here the Back pressure oil regulator/gas butterfly valve and Air are connected to a single servomotor through mechanical cams. |
| 2 |
Control Through Electronic Signal /Pulse – High Repeatability
Each pulse motor receives a signal from the PLC and Load controller to increase/decrease and as the fuel and Air is connected individually to each pulse motor, the variables also change accordingly. Ie. No mechanical linkages. Very precise movement and high repeatability |
Control Through Mechanical Linkage – Poor Repeatability due to Mechanical Hysteresis
This servomotor receives a signal from the burner sequence controller and load controller to increase/decrease and mechanical linkages connected to the servomotor from Air damper and fuel also move relatively based on CAM settings. Repeatability is a problem due to mechanical hysteresis
|
| 3 |
Online Display of Air & Fuel Dampers possible.
As pulse motors are connected by canbus to a PLC, exact position of air and fuel at any time is displayed on the PLC. |
Display of Air & Fuel Dampers Position not possible
The exact position of air and fuel cannot be known.
|
| 4 |
Burner Tuning & Settings – User Friendly
Very easy to do the settings on the operating and display device |
Burner Tuning & Settings - Cumbersome
Very cumbersome to do the settings due to mechanical linkages.
|
| 5 |
Burner Fault Detection – Available Directly
As Digital manager is provided, the fault is displayed in clear readable format and display, along with diagnostic code and therefore solving the problem is very fast.
|
Burner Fault Detection – Not available Directly
Also as sequence controller is of electromechanical type, burner fault is in form a lamp indication and a expertise is required to find the burner fault |
| 6 |
Fault Data Storage - Not Possible
It stores data of last 7 lockouts and 15 faults with date and time. |
Fault Data Storage - Not Possible
It does not have a facility to store data of fault history.
|
| 7 |
Inbuilt hour meter and start counter program |
No inbuilt hour meter, start counter |
| 8 |
Display of Burner Operating Parameters –Provided
Display of Set pressure, operating pressure, load in % and flame intensity |
Display of Burner Operating Parameters – Not Provided
No display possible
|
| 9 |
Total interface with computer.
|
Computer Interfacing – Not Possible
Interfacing to computer very expensive and not possible completely.
|
| 10 |
Inbuilt Controller for Load Regulation
Load controller program inbuilt in the PLC and no separate controller required.
|
Separate Controller for Load Regulation
Load regulator to be connected separately and wired to the sequence controller
|
| 11 |
Incorporating O2 Trim – Low Capital Cost
Advanced systems like oxygen trim, speed control etc can be incorporated at a much lower cost |
Incorporating O2 Trim – High Capital Cost
Very expensive to incorporate advanced systems like oxygen trim, speed control etc
|
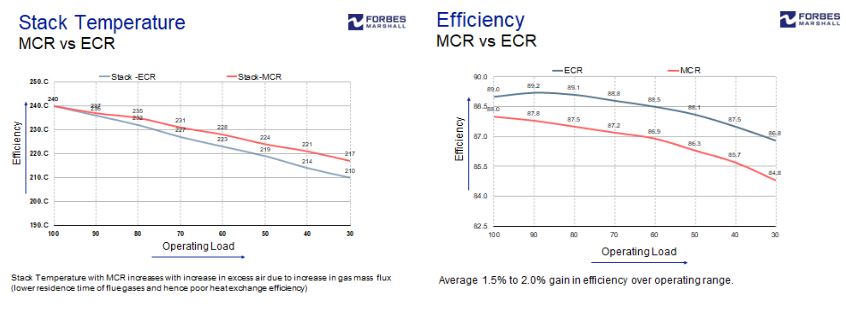
A precise graphical representation of the behaviour of various parameters in ECR and MCR is as follows
The ECR (Electronic Compound Regulation) burner operation, efficiency monitoring and control system from Forbes Marshall is the smartest offering in burners. This innovative product provides end to end solutions for monitoring and controlling boilers to the optimum efficiency, at any load and at any time. Visit this link to know more.