Using Forbes Marshall Digital solutions, we digitally connected critical boiler equipment to our EverSense platform. We improved and sustained equipment uptime at >90% through continuous digital monitoring and data-driven insights, enabling timely corrective action.
Conducted burner tuning at both high and low firing by adjusting damper settings to optimise combustion.
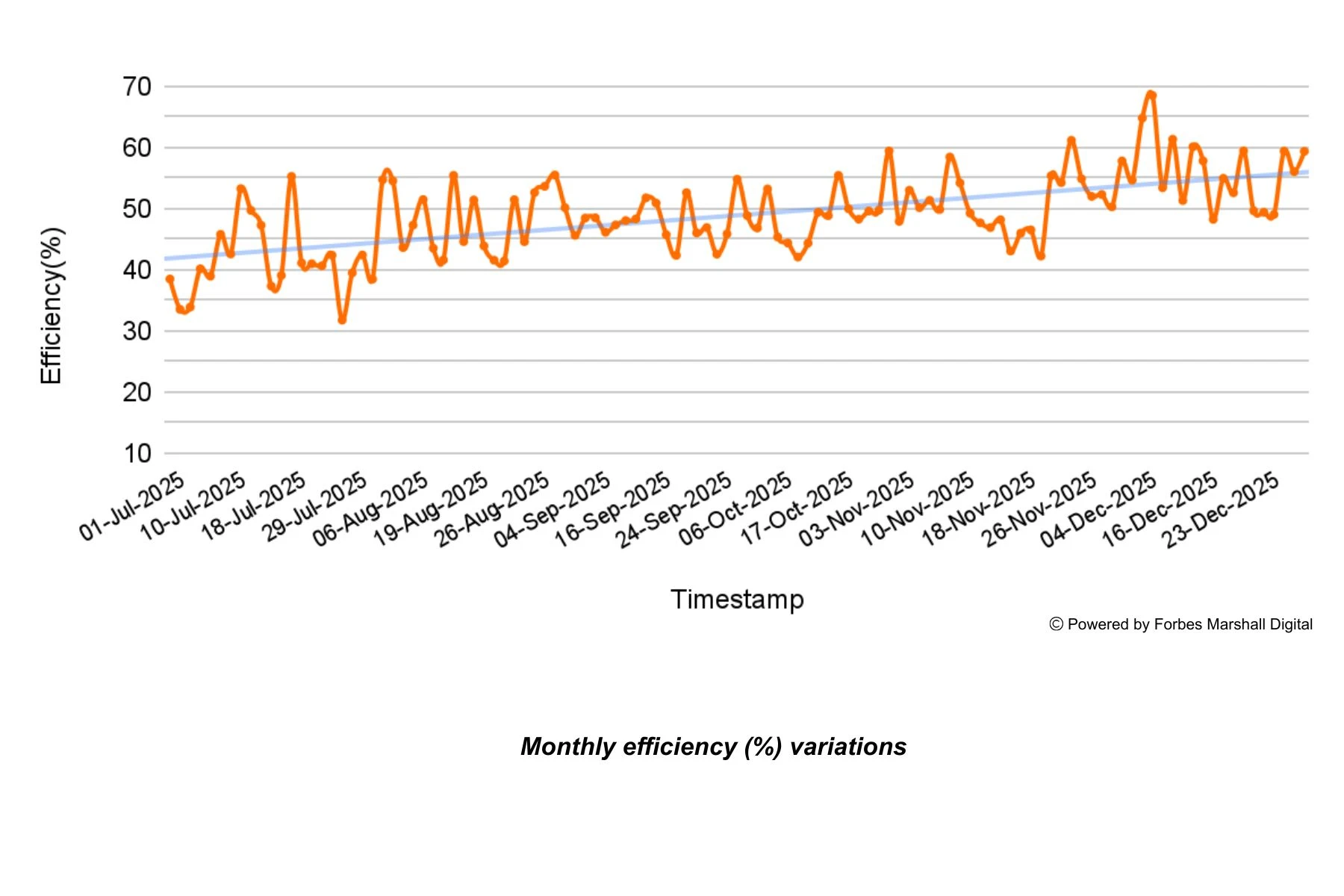
Completed boiler house uptime assessment and scorecard, resulting in partial improvement in combustion efficiency.
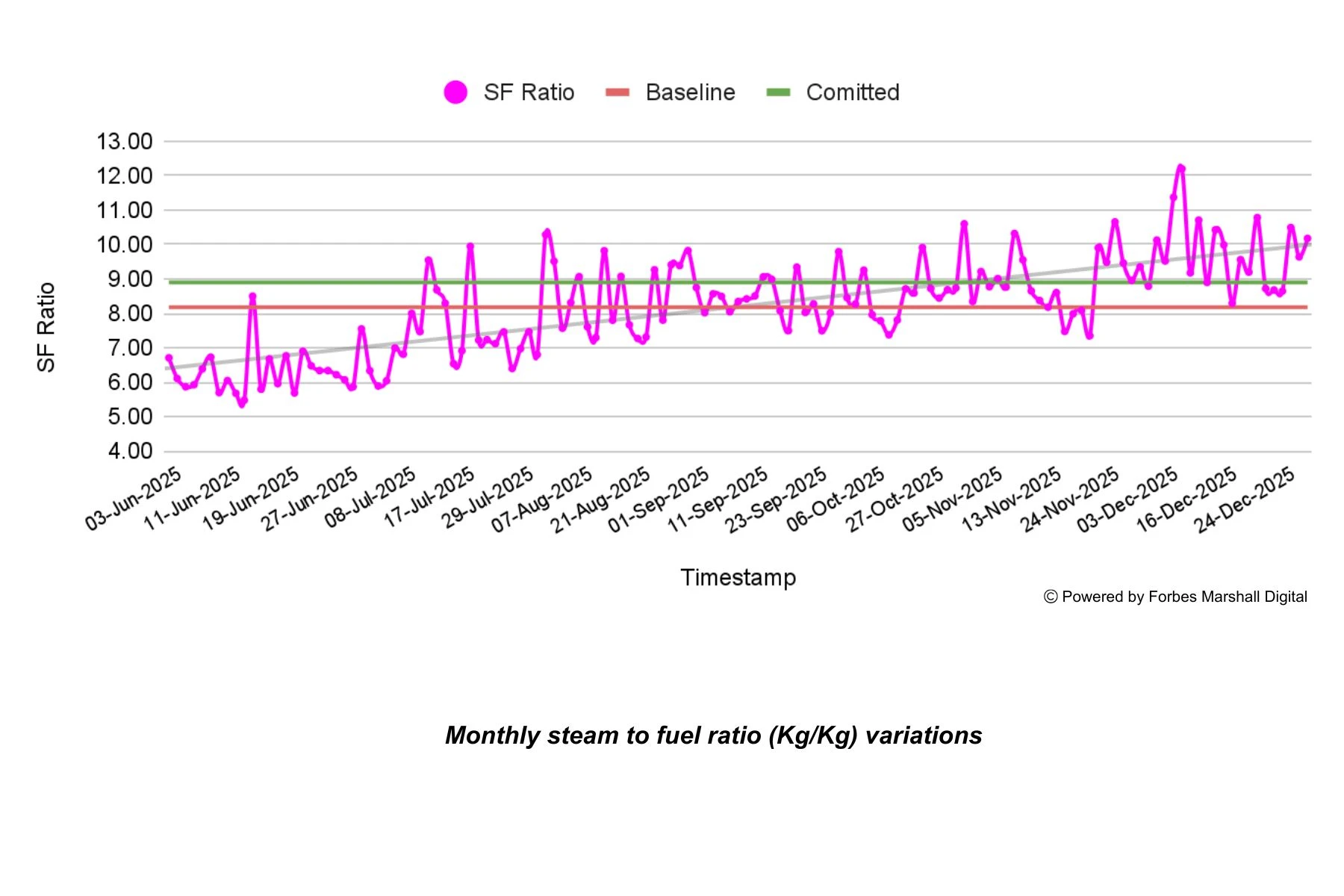
Post identification of inadequate LDO (Light Diesel Oil) pressure, the IPRV (Inlet Pressure Regulating Valve) was replaced. This increased oil pressure and improved fuel atomisation, resulting in enhanced combustion performance and increased the steam to fuel ratio (S:F).
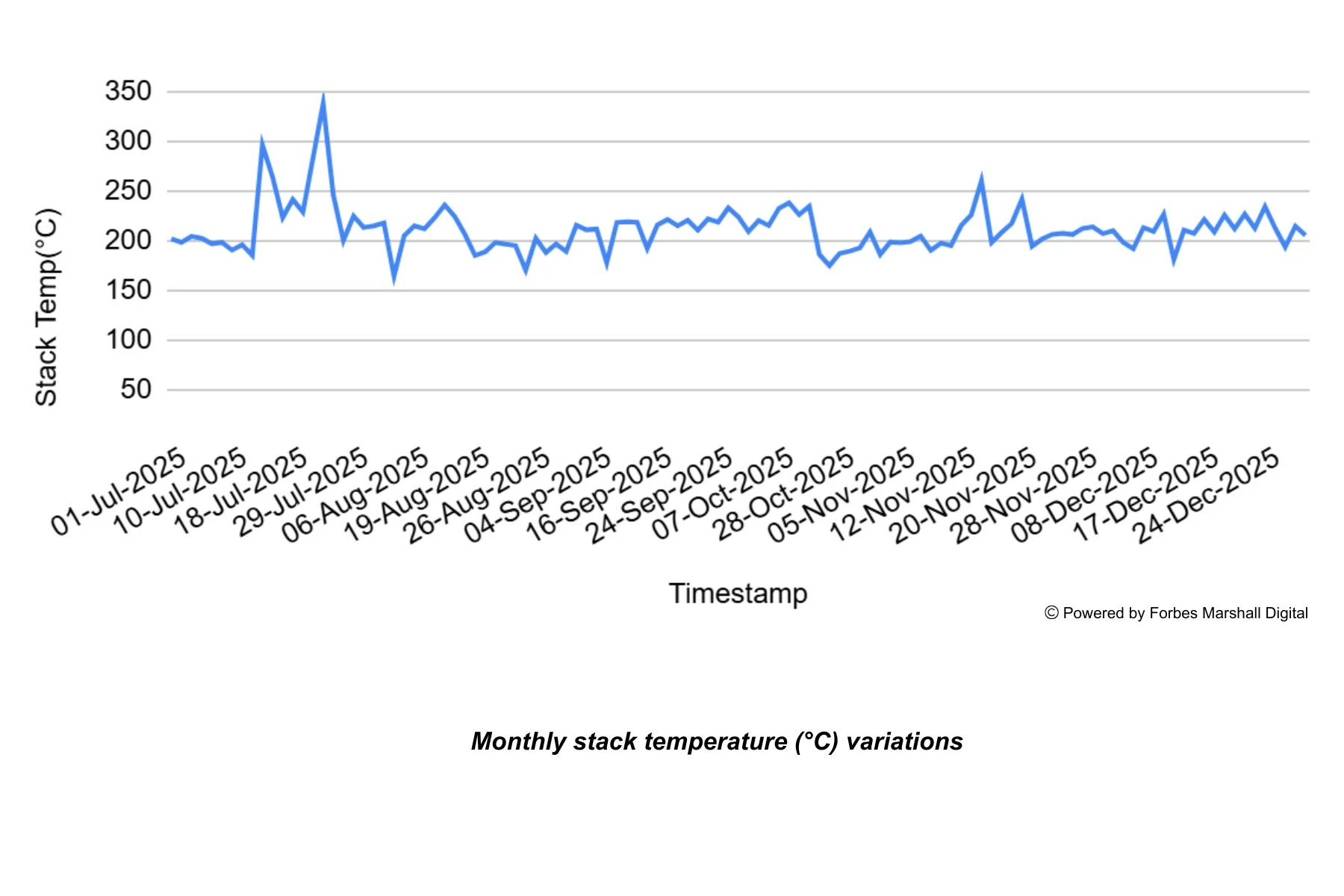
Identified abnormal rise in stack temperature through digital monitoring and subsequent site inspection.
The stack O₂ and CO levels were found to be high and black smoke was observed at low firing, indicating combustion imbalance.
Corrected primary air plate orientation, cleaned the diffuser, and replaced/reoriented atomisers to optimise combustion parameters.
O₂ and CO levels were maintained within acceptable limits across firing conditions and stack temperature was maintained between 203-210°C (397.4 – 410 °F), ensuring efficient and stable boiler operation.