
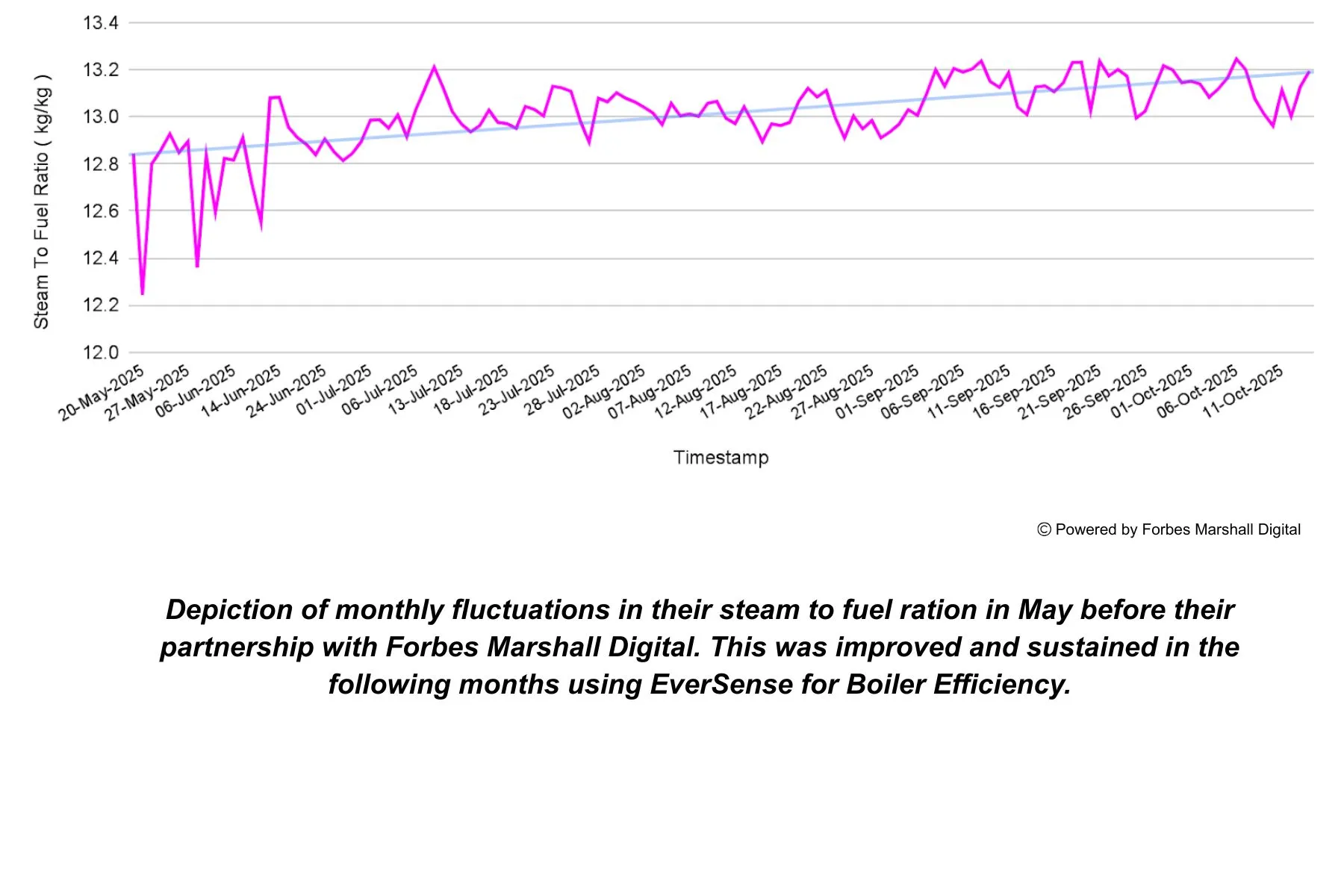
Increasing steam to fuel ratio by 3% for a pharmaceutical manufacturer in India using FM Digital
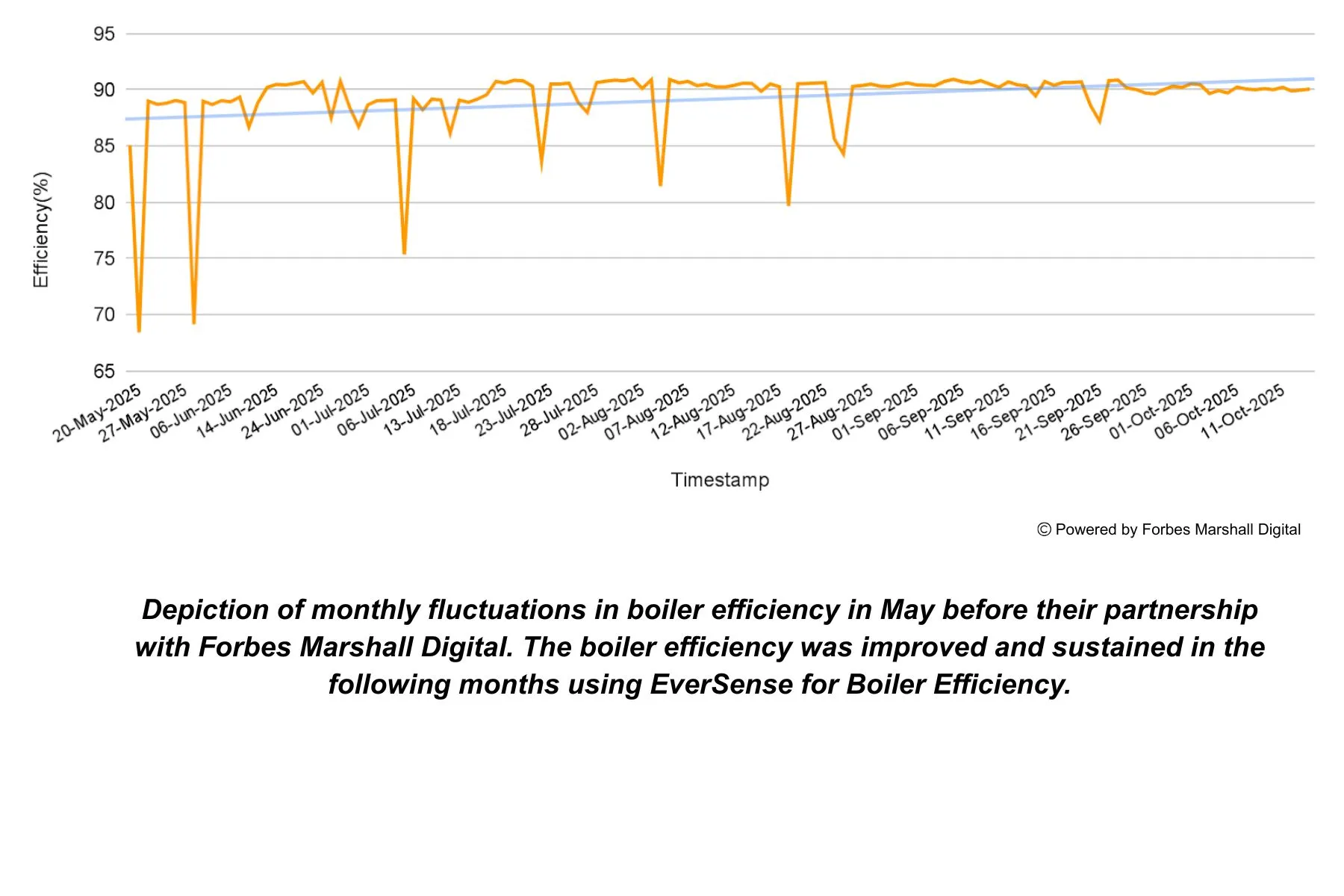
A pharmaceutical manufacturer in Telangana, India was facing variation in their utility KPIs, impacting their productivity. The partnership with Forbes Marshall Digital began in May 2025 with a shared objective of improving and sustaining their boiler performance using EverSense for Boiler Efficiency.









Associated Services

Process Optimization

Improving Uptime












