
207 Kilograms (59 Gallons) of furnace oil fuel saved daily for a Beverage MNC in Thailand
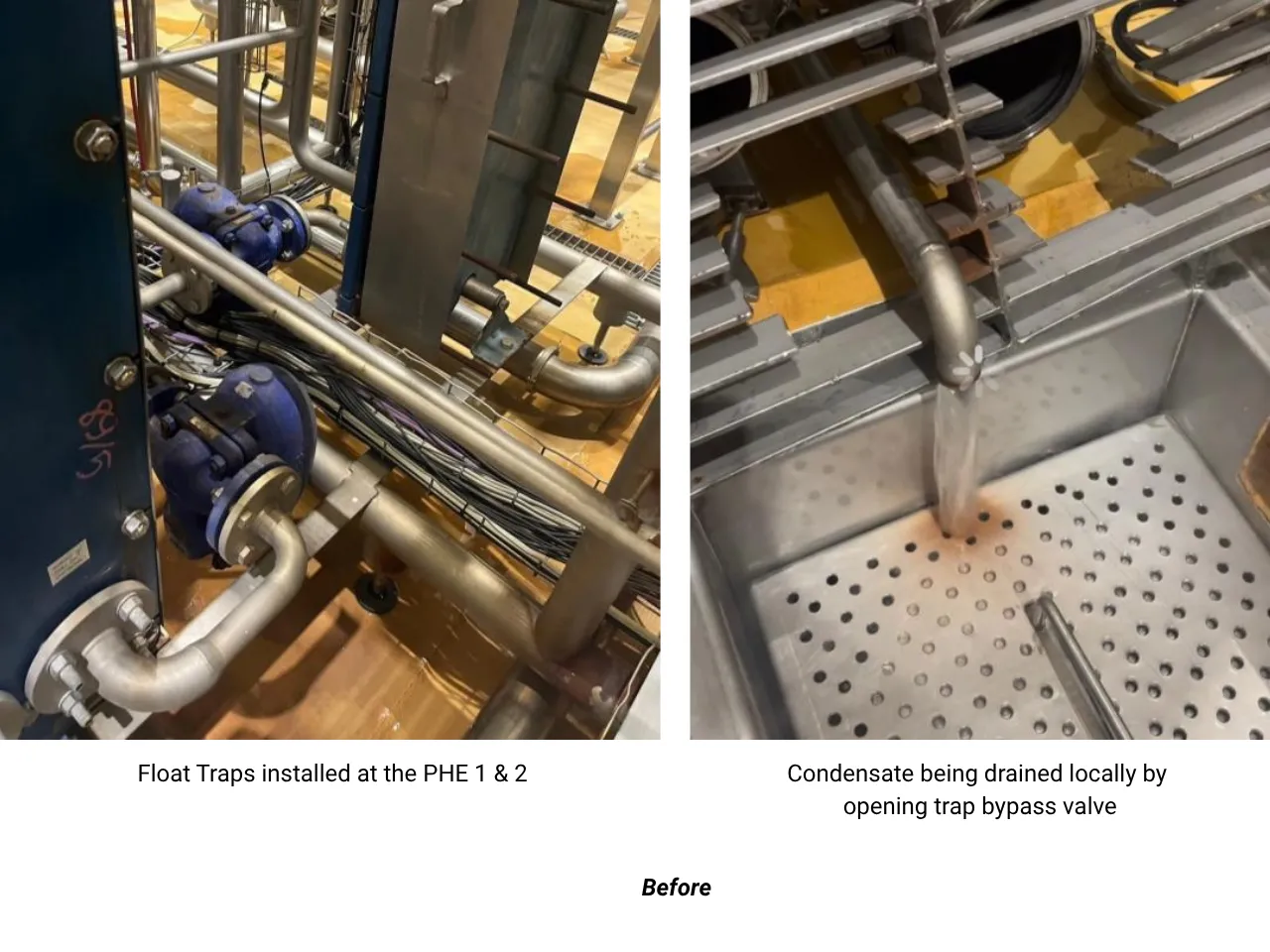
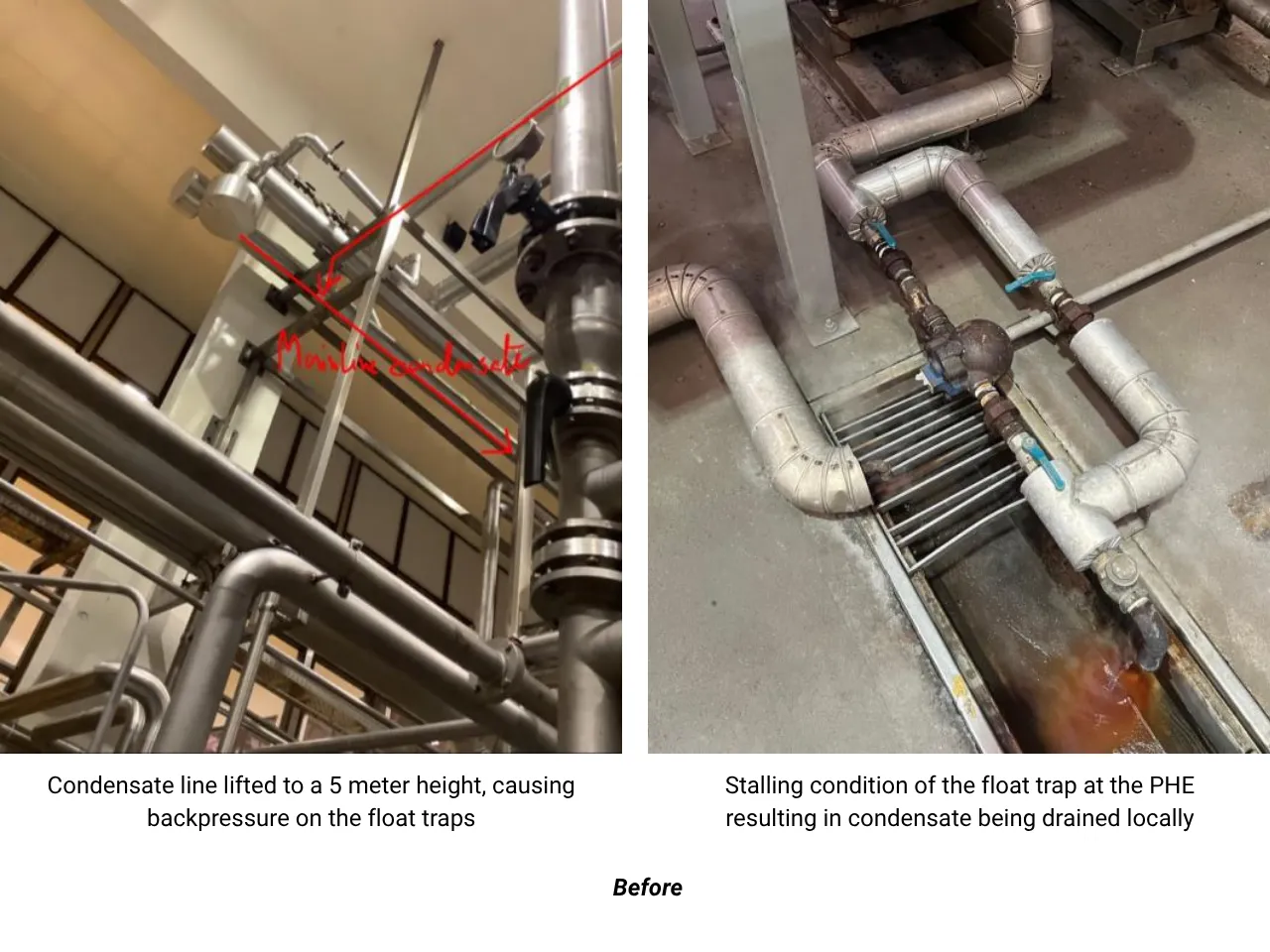
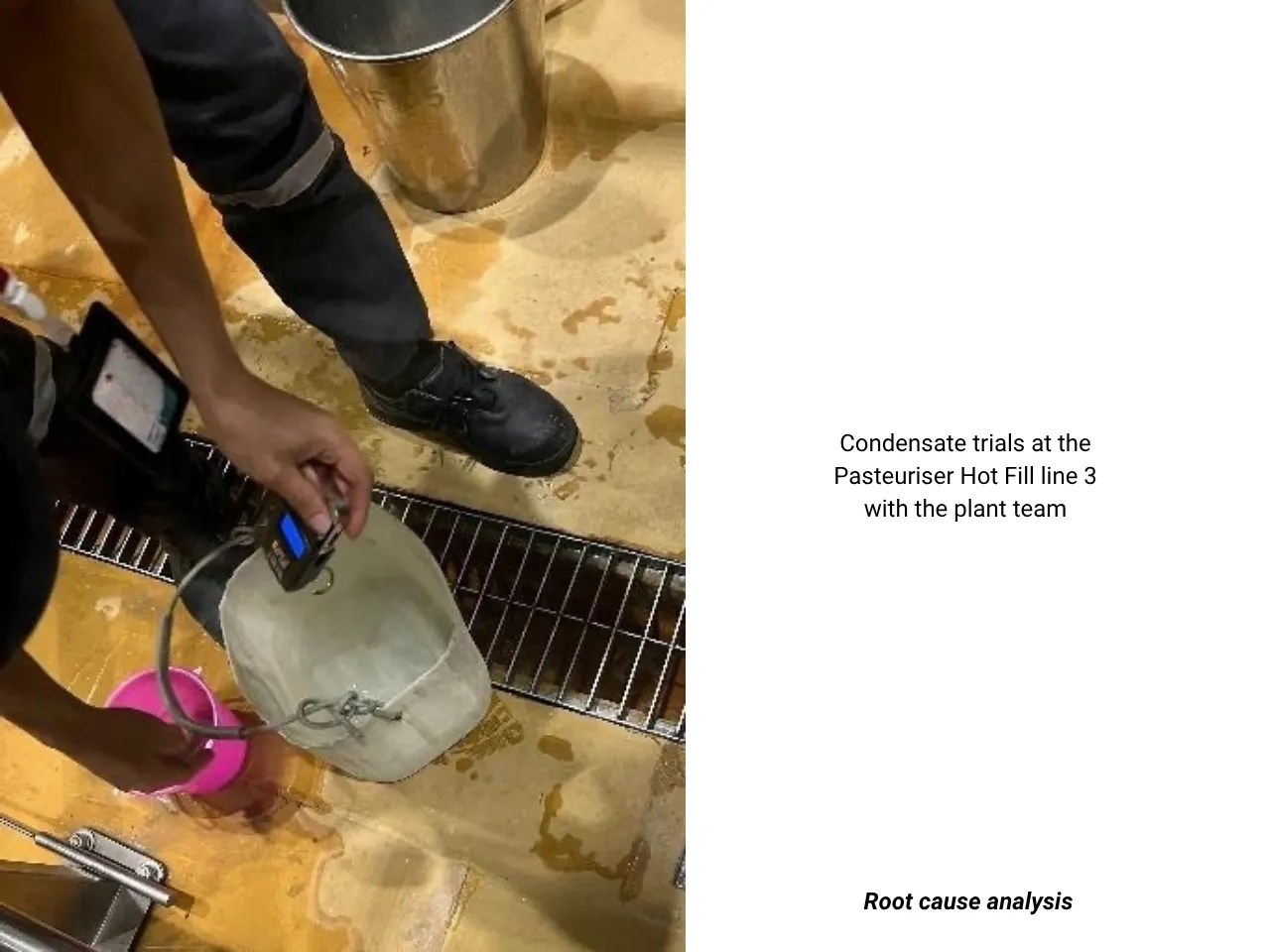
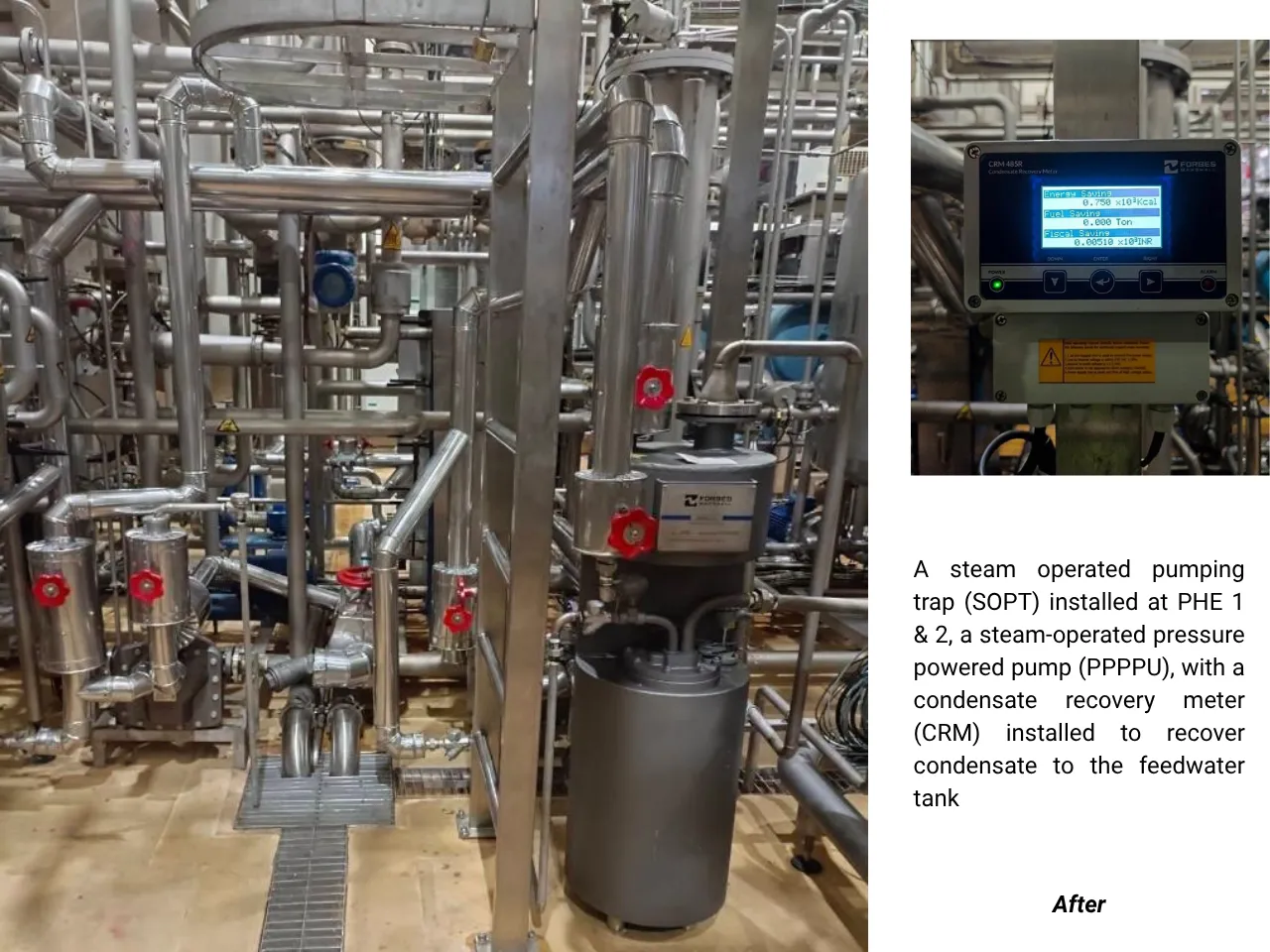
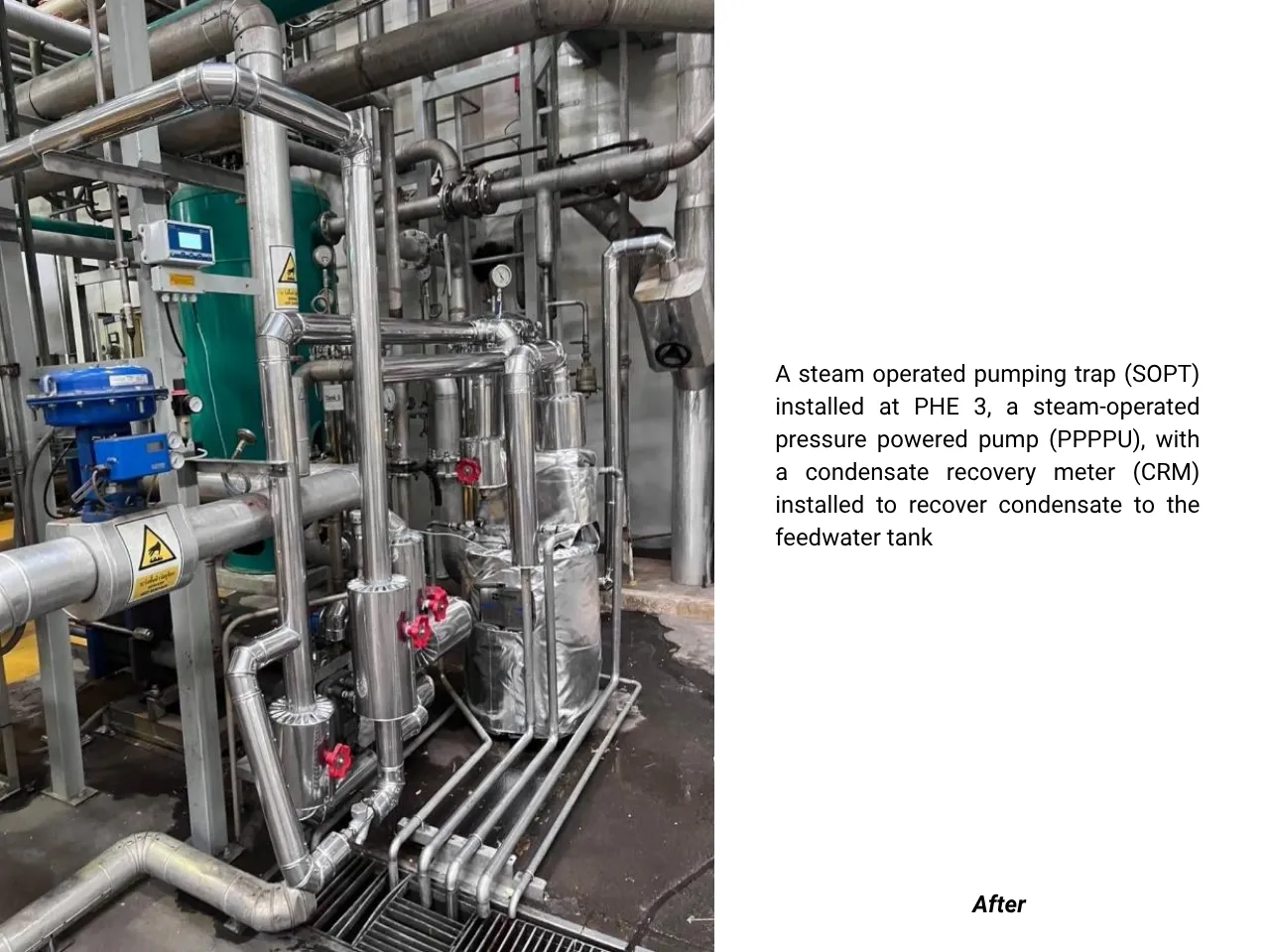
A beverage MNC in Rangsit, Thailand was experiencing issues in their Pasteuriser Hot Fill line 3 due to stalling. Forbes Marshall conducted a plant-wide survey and recommended and implemented solutions for this area.












Associated Services

Process Optimization

Improving Uptime












