Steam is used in breweries for heating, cleaning, and pasteurizing. A large proportion of the
steam is used in the extraction of sugars and flavours in the mashing process and for wort
boiling. These two processes alone account for up to 50% of the connected steam load.
Other areas of the brewing process that use steam include pasteurisation, bottle washing
and CIP systems.
Fuel used for steam generation accounts for more than 40% of the total utility cost in a
Brewery and therefore presents the largest opportunity to drive conversion cost reduction.
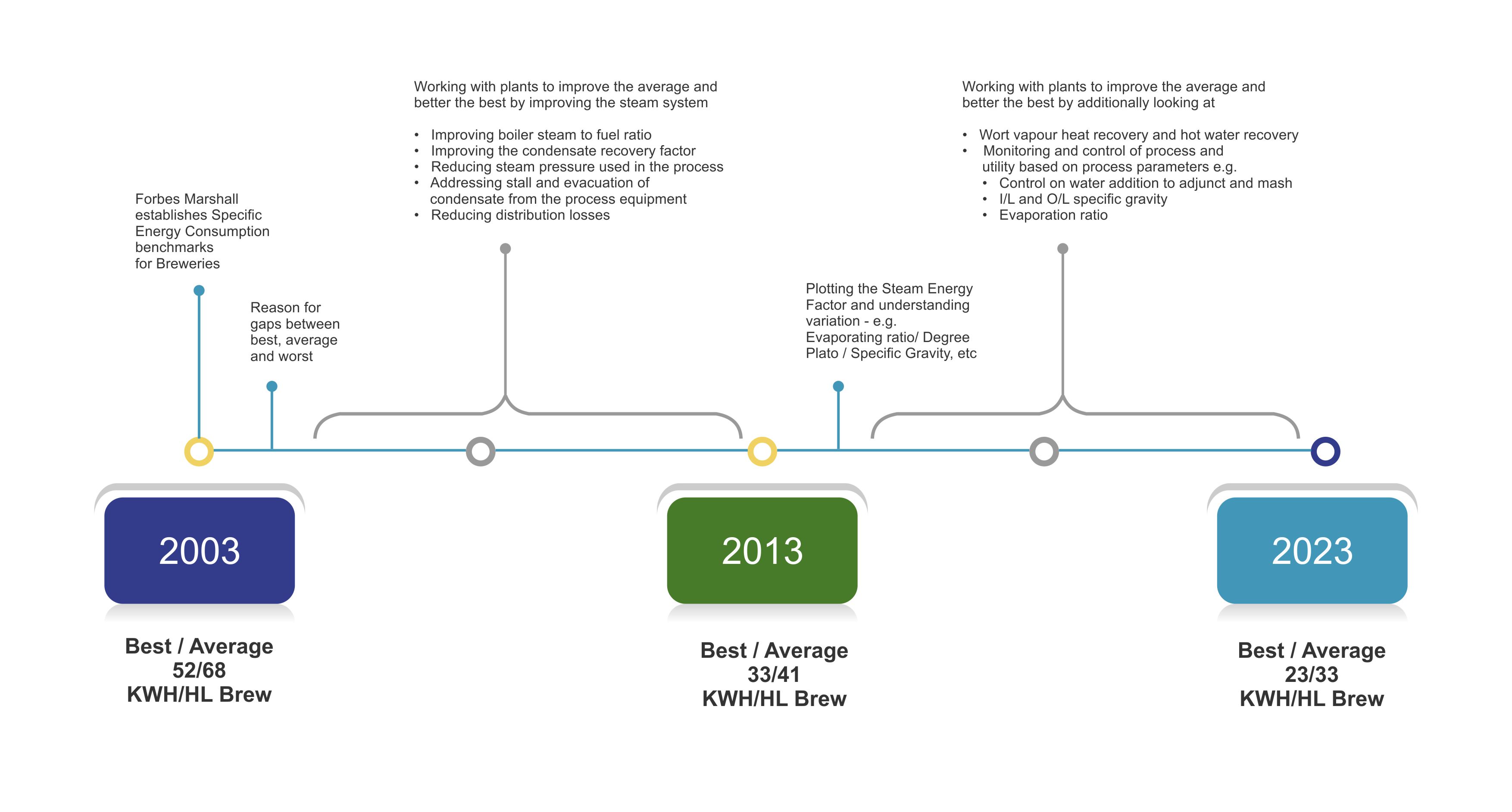
Our efforts over the last two decades in this direction has led to significant reduction in the
energy consumption per hectolitre of beer produced. We pioneered the concept of specific
energy benchmarking in breweries in India in 2003 by studying the energy consumption
patterns across breweries in India and identifying gaps leading to higher energy
consumption. By partnering with plants across the industry and addressing these gaps we
have reduced the energy consumption benchmark by over 40%.
Over the years, to meet challenging new targets for conversion cost reduction, our solutions
have evolved to not only focus on optimising the steam and condensate network but also on
optimising the process by looking at factors like wort vapour heat recovery for hot water
generation, optimising the energy tank and precisely controlling the utility based on the
process parameters e.g. controlling water addition to the adjunct, precisely maintaining the
evaporation ratio / degree plato during wort boiling. Besides reducing the energy
consumption per hectolitre of brew we also provide solutions for water and waste water
treatment.
Our own observations suggest that with available and cost effective technology there are still
opportunities to reduce energy consumption by about 21% on an average globally across
breweries.